
協力会社
ネットワークを活用し、さまざまな課題を解決
課題例:工程ごとに発注先が異なり手間がかかる
解決策:発注先(工程)の集約
お客様が、各工程を別々の会社へ発注すると多くの手間と費用が発生します。当社は工程を一括してお引き受けする事で時間とコストの削減をお手伝いします。
また、当社で対応できない加工は、ものづくりの町の強みである近隣の協力会社と、ネットワークを活かし一貫加工にてお客様の要望にお応えしています。
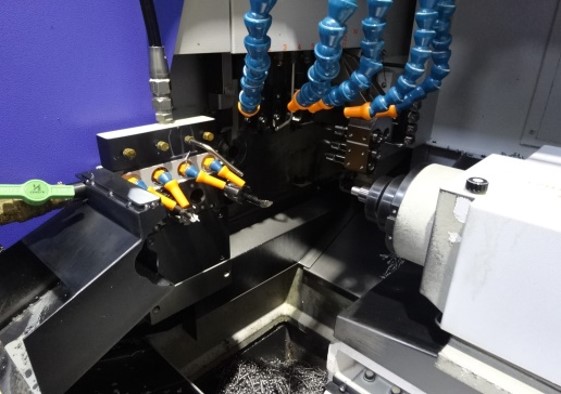
協力会社「田川精機」様の設備・機械情報
加工内容につきまして、CNC自動盤(主軸移動型)15台の設備をしております。
主に軸関係の加工をメインに(歯切り加工)、(スプライン加工)(ネジ加工)(熱処理)(外径円筒研磨)等の一貫加工を行っております。

元久保汎用キー溝盤1台


ツガミ15t スプライン転造 1台




1タレット2スピンドルローダー付




(パレットチェンジャ付き)3台


(パレットチェンジャ付き)3台

対応可能な表面処理について(外注)
当社で対応可能な表面処理についてご紹介致します。
PDFに対応可能な表面処理についてまとめております。ご参考下さいませ。
硬質クロム
工業用クロムの一般的な呼び方でJIS規格では5μ以上のことを指しています。
摩耗係数が低く1~5μ以下の白上げ(フラッシュメッキ)として利用されている。
アルマイト処理
アルミニウムの陽極酸化皮膜の日本での呼称で陽極酸化処理又はアルマイト処理と呼ぶ。
アルミニウムの耐食性、耐摩耗性の向上及び装飾性を目的で利用されている。
硬質アルマイト
低温の電解浴又は各種の有機酸を添加した特殊な電解浴を用いて処理されたアルミニウム材の陽極酸化皮膜。
亜鉛メッキ
亜鉛メッキは鉄鋼の防錆力に優れコストも低いため広く用いられています。
無電解ニッケルメッキ・アルミ無電解ニッケルメッキ
無電解ニッケルメッキはニッケルとリンの合金皮膜を電気を流さず化学的に折出させるので均一な膜厚を得ることが出来ます。
電著塗装
電着塗装の原理は電気めっきと似た方法で水溶性塗料浴の中で被塗物を浸し、塗膜を形成する。
後に熱炉の中で焼付けして完成します。
黒染処理
黒染処理とは、強アルカリ性溶液に浸漬して表面に四三酸化鉄(Fe304)の皮膜を生成し、光沢のある優美な黒色仕上げをするものです。
パーカー(リン酸マンガン処理)
パーカー(リン酸マンガン処理)とは別名リュープライト処理とも言われ浸漬法によって鉄鋼表面に厚さ5前後の比較的薄いリン酸マンガンの皮膜を生成する。
各種のリン酸塩皮膜のうちでは比較的堅硬なので鉄鋼製品の回転、摺動する部分(ピストン、ピストンリング、シリンダーライナー、タペットバルブ、ビオニン等)の耐摩耗性の目的に頭る効果的です。